

A top-5 global automotive company aimed to revolutionize commercial transportation by developing next-generation delivery vehicles that leverage AI for operational efficiency. Their vision focused on enhancing drivers’ workflows through automation—streamlining tasks without replacing drivers—to reduce time spent locating parcels and to optimize overall delivery processes. They needed a sophisticated, embedded AI solution capable of accurately identifying and tracking parcels within the vehicle in real-time.
OneSix partnered with the automotive company to design an intelligent in-vehicle system. We deployed multiple sensors and cameras to detect and track parcels, along with proprietary algorithms for real-time object recognition and location tracking. Our platform integrated with in-vehicle hardware, enabling accurate detection, tracking, and management of parcels directly on the vehicle.
Additionally, we introduced Smart Shelves, LED-equipped shelves that guide couriers to the correct packages at the right delivery points, further reducing time spent searching within the cargo area. The platform was publicly demonstrated at a major international auto show in 2018, showcasing these key AI-powered features:
The deployment of this AI-driven system provided the automotive company with an innovative, efficient approach to delivery management, transforming vehicle cargo spaces into smart, automated environments. The intelligent tracking and guidance solutions reduced operational delays, enhanced driver productivity, and increased overall delivery efficiency. This collaboration laid the groundwork for future advancements in commercial transportation automation.
Book a free consultation to learn how OneSix can help drive meaningful business outcomes.

Sunsweet Growers, the world’s largest prune distributor, aimed to automate its century-old manual inspection process to ensure product quality at scale. The new solution needed to match the reliability of the traditional process and operate as an edge device in areas with limited connectivity.
Our client’s goal was to build a single integrated provider marketing strategy powered by artificial intelligence. To do so, we had to predict not only how likely individual providers are likely to engage, but also how to intervene to change their probability of engagement. Additionally, as one of the largest pharmaceutical companies in the world, the data volume meant our solution had to be robust and architected to operate at scale.
OneSix developed a computer vision solution using deep learning, deployed on portable edge devices to inspect prunes on-site. The solution comprised three key components: a hardware device capturing images from multiple angles, a cloud-based computer vision pipeline analyzing images for defects using custom-trained models, and a data warehouse for storing and visualizing inspection data. The system included a ‘human-in-the-loop’ component, allowing annotators to provide feedback on defect analysis to continuously improve model accuracy.
Since deployment, the system processes millions of prunes each season, delivering high-quality products with real-time defect detection. Sunsweet Growers’ team relies on the integrated monitoring and reporting dashboard throughout each production season, benefiting from an efficient, scalable inspection process that preserves product quality.
“OneSix designed, built and deployed a solution that integrated computer vision models with a monitoring/reporting dashboard that our team relies on throughout each production season. Since its initial deployment, as new challenges and opportunities have arisen, OneSix remains a valued collaborative partner to Sunsweet.”
Harold Upton, CTO
Book a free consultation to learn how OneSix can help drive meaningful business outcomes.
Many organizations grow through acquisition, buying up competitors and vendors that increase their market footprint while expanding their core capabilities. There are operational risks to this approach, however. Integrating smaller businesses into a larger organization could create a confusing web of conflicting processes and workflows that are difficult to untangle.
A client of ours in the manufacturing space is no stranger to such headaches. It has achieved global reach by purchasing a number of competitors in different international markets. It recently approached OneSix seeking help integrating data across all locations to support consistent and accurate reporting within its sales, marketing, manufacturing, and finance departments.
OneSix has ample experience working on such large-scale projects and brought that expertise to the table when devising a Data Warehouse solution. The goal was to build an enterprise Data Warehouse that could support a standard information management architecture across the firm. That required OneSix’s assistance not only in architecting and developing an enterprise Data Warehouse but conducting business analysis and project management efforts as well.
Our team also consulted the organization’s executive leadership on defining project requirements and relevant KPIs to measure performance.
With OneSix’s expert guidance and support, our client developed a comprehensive Data Warehouse environment that integrates diverse data sources, measures business performance accurately, analyzes sales trends, and streamlines global inventory workflows.
Book a free consultation to learn how OneSix can help drive meaningful business outcomes.
The Internet of Things (IoT) holds tremendous potential in virtually every industry and market. The IoT introduces network-enabled devices and sensors that can collect data at a large scale and produce valuable insights. The question remains for many businesses: What do they do once they have that data?
One of our clients in the commercial printing space recently grappled with this very question. It installed “electronic eye” sensors on many of its industrial printers, but struggled to convert captured data into actionable reporting that drove strategic decision-making. OneSix was brought in to help build a data warehouse solution that could facilitate operations reporting using data gathered through IoT-enabled sensors.
Our team took a process-focused approach with this project, building new processes for intake, compression, and integration of data captured by the industrial printer sensors. In addition, we combined that data with the work activity data produced by our client’s process control system.
One of the major goals of the project was to improve visibility into printing operations at a very granular level. To that end, OneSix worked alongside the company’s process engineers to develop printer-centric and job-centric views that accurately reported on the efficiency of printing operations. We also developed a web service that provides printer performance metrics with near-real-time reporting.
Since implementing OneSix’s data warehouse platform, our client has gained more visibility into its printer operations, including recognizing printer downtime patterns that would have otherwise gone unnoticed.
Book a free consultation to learn how OneSix can help drive meaningful business outcomes.

It is imperative for these companies to have integrated technology solutions that optimize efficiency, reduce costs, and increase sales and profitability by enabling them to make accurate, informed, and strategic decisions.
Their software platform needs to integrate all aspects of their business (resources, operations, monitoring, reporting, sales, accounting, and finance), as well as empower end users to make smarter decisions with the right information at their fingertips.
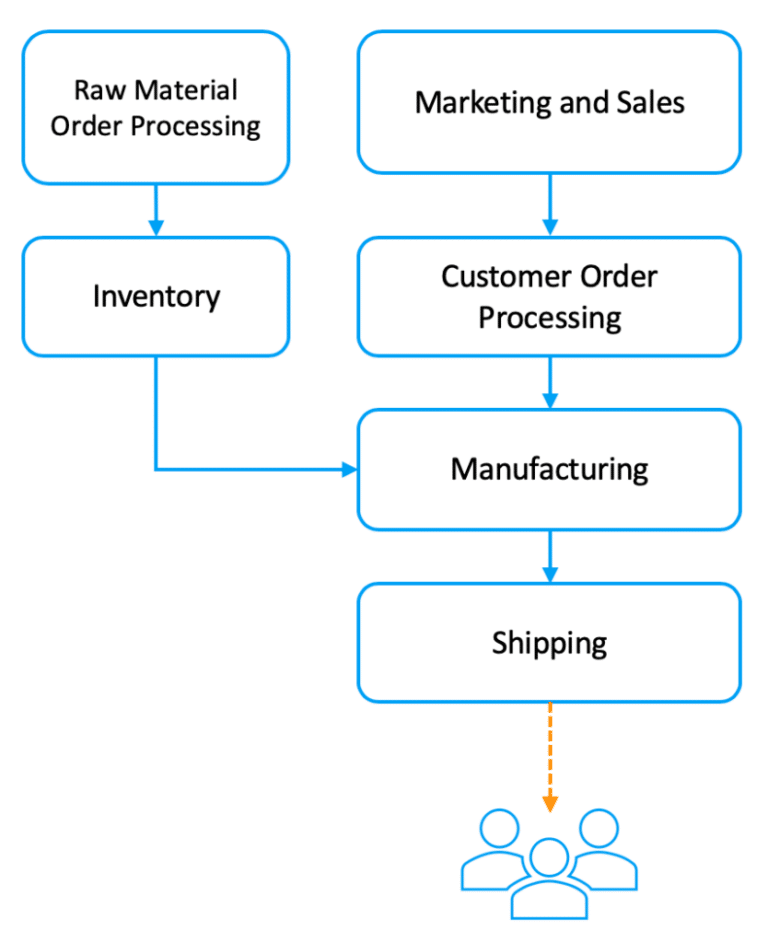
OneSix’s client, a flavor manufacturer, needed to update their back-office application to better support the company’s growth and business goals. The application was custom-built to manage the company’s end-to-end operations, including raw material procurement, inventory, manufacturing, purchase orders, shipping, and new product development. The existing system was becoming obsolete, causing several issues for the organization.
The company’s goal was to create a highly customizable platform to address each of these challenges; one that could be built upon over time as their specific needs evolved. As part of OneSix’s goals-first approach, we identified a set of key end-users per department who utilized the system heavily to understand their specific pain points.
OneSix’s core goals align with the benefits of agile development. However, we utilize a modified version of the approach. For this client, we were replacing an entire system, where the minimum viable product was the whole system. Products could not be shipped if inventory, purchase orders, and manufacturing components were not completely functional. We delivered each component iteratively, getting continuous feedback from the client. However, did not go live until all the pieces of the system were built and worked together harmoniously.
We reviewed a list of third-party Manufacturing ERP providers but quickly realized that our client’s needs were too specific to fit into one of the existing platforms without a lot of compromises. A lot of the off-the-shelf systems had dated UIs, were overly complex for their specific needs, and initial setup cost and yearly maintenance costs were not significantly cheaper than a custom solution. We ultimately decided re-building the system from scratch, using some of the existing concepts, and updating and iterating on them was the right approach.
Architecture
It is important that any application we build for our clients seamlessly integrate into their current IT infrastructure. In this case, the client was already using Office 365, Azure Active Directory, and Azure for some reporting applications. We decided to go with Azure App Services, Azure SQL Server, and Azure Blob/File Storage in our architecture. Integrating with Azure Active Directory also helped move the client to a single sign-on implementation.
File Sync
The client uses an on-premises networked file server to store and access supporting documentation for their formulations. Some of these documents needed to be exposed on the new platform. We used Azure File Sync to keep Azure File Storage in sync with the networked drive. We also built various caches to ensure that the files were retrieved at a reasonable speed.
File Sync Architecture

Table System
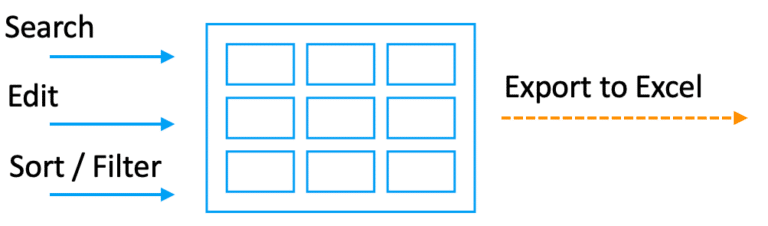
The system was heavy in using tabular data to represent information. We knew we needed a robust table system that allowed us to sort, filter and edit large amounts of data. AgGrid, which we have used extensively, is the industry leader in this area. It allowed us to have paging, sorting, filtering, editing, and lazy loading out of the box. It also allowed us to create custom cells where we wanted to highlight data or allow for more complex user interactions.
Menu System – Custom
Since the application contained many grids with a lot of columns, we built the UI surrounding the grids to be minimal to save horizontal screen real estate. Some examples of this are:
Our client uses liquid and powder raw materials in their production process. These are often used in various units (pounds, grams, gallons, etc.) depending on their application. One of the issues they had was that, due to unit conversion, minute quantities were being left in inventory. For example, the user wanted to work with 10.45 pounds but 10.4523 was created to be used and in stock. We solved this by:
The client wanted to improve the quality of their formulations metadata. To do this, we worked with the client to analyze what metadata was created at different parts of the formulation process and added various required fields and other validation requirements so that users could not proceed until all the data was filled out. For example:
The company has transformed its operations by bringing all data and strategic decision-making into one unified platform, streamlining daily tasks across departments. This centralized system has empowered team members to work more efficiently, resulting in significant time and cost savings.
With acc2urate, up-to-date information easily accessible in one place, customer service has improved as well, allowing representatives to provide timely, informed support. Additionally, the platform enables insights into popular flavor profiles, which makes it easier to recommend products that align with customer preferences. This data-driven approach not only helps the company attract new customers but also supports sustained business growth by continually aligning offerings with market demand.
“The OneSix team is the only partner we have engaged with that's been capable of bringing that forward-thinking mentality to their engagements.”
Shelley Henderson, Operations
Book a free consultation to learn how OneSix can help drive meaningful business outcomes.

A single source of truth with accurate and timely data insights across the company is critical for manufacturers. Our client, a fine food manufacturer that provides protein and meal solutions for customers ranging from national restaurants to food service providers was utilizing a legacy data platform that relied on a difficult-to-maintain database and business intelligence solutions requiring heavy technical coding skills.
The existing process was very manual and prone to errors, sometimes delaying turnaround time in responding to customers’ data requests. This process impeded the client’s ability to create new reports or aggregate reports across multiple programs for each customer. The current reporting could represent a point in time but did not easily allow for trending over time.
OneSix presented a case for a modern cloud data architecture that would reduce maintenance overhead as well as the ability to scale in size and volume as their data needs continue to grow. As a decision was solidified, an end-to-end data lake and data warehouse solution was created with an initial set of analytics reporting that provided full visibility into the P&L and Balance Sheet for the finance executive team as well as a visual view of their labor data for operations leadership.
With this solution and knowledge transfer, the organization is able to leverage the analytics output from our project as a template for building future reporting. A single source of truth from the cloud data warehouse allows the business to look at the numbers with confidence for decision-making.
Key financial metrics are available to view by snapshot, trends, as well as drill-down to more granular components in a visual, easy-to-digest method. The labor reporting has already yielded insight into better management of overtime for the workforce.
Book a free consultation to learn how OneSix can help drive meaningful business outcomes.

Our client wanted to gather point-of-sale data from individual retailer workstations and distribute new manufacturer data to these stations so retailers have the most up-to-date manufacturer data.
Their retailers had point-of-sale applications which ran on local SQL Server databases. These machines might be stand-alone computers in small mom-and-pop shops or part of a network in big-box hardware stores. Connection to the internet on these machines was intermittent, meaning that sale data was not regularly collected and the product data from their database became stale.
Because of intermittent internet connectivity, retailer database versions could lag behind the current version, so the solution would need to be backward compatible with multiple database versions. Data transfers would need to meet varying security requirements with minimal configuration of firewalls and ports by their end customers.
OneSix presented a modern data platform Proof of Concept to the customer Leadership and Development teams. We also advised on the technology and architecture selection process to satisfy the immediate needs of the customer with the scalability and adaptability for any future state data sources.
We worked hands-on in partnership with their database administrator team to develop data pipelines and configure their new Snowflake Modern Data Platform, including:
With the solution architected by OneSix, the client successfully proved out the two-way transfer of data between systems using an on-demand data sync. The centralized data platform created the ability to see retailer data side-by-side with other retailers for the first time in the client’s history.
Using Matillion ETL’s unique iteration components, we developed entirely meta-data-driven pipelines to enable backward compatibility with source systems. We also utilized Matillion’s flexible API to allow the client’s customers to sync data on demand. By developing a data platform using Snowflake, we provided a strong foundation that can be scaled to hundreds of users and dozens of projects with strong governance and minimal overhead.
To meet the security requirements for the client, the retailer’s sensitive data was secured using Azure Key Vault, Auth0 provided user identity and Azure Relay (SSL) was used to establish the connection between the client’s existing application and the data pipelines. Azure Relay also reduced the retailer requirement to internet connectivity only. No need to ask retailers to open additional ports on a firewall.
Book a free consultation to learn how OneSix can help drive meaningful business outcomes.